Как и чем заварить титановую лопату в домашних условиях
Лопата относится к незаменимому инвентарю в арсенале любого владельца земельного участка. Титановые модели отличаются высокой прочностью и обладают другими важными достоинствами. Однако иногда при повышенной нагрузке на штык металл может лопнуть. Разберёмся, как заварить лопату из титана и что учесть в процессе.

@svarkaprosto.ru
Содержание статьи
Особенности сварки титана
На свариваемость этого металла влияет несколько факторов. Прежде всего титан обладает высокой химической реакцией по отношению к газам в воздухе, среди которых азот, кислород и водород. Также значение имеет то, что металл обладает большей склонностью к росту зерна, когда температура превышает 800 градусов.
Если титан нагреть до 350 градусов, он начинает активно поглощать кислород. В результате на поверхности (в области сварки) образуется плёнка, окраска которой варьируется от жёлтой до фиолетовой, плавно переходящей в белый цвет.
Нагрев до 500 градусов приводит к увеличению прочности и твёрдости металла. Однако уменьшаются его пластичные свойства.
Взаимодействие титана и водорода приводит к возникновению вредного явления — водородного охрупчивания. Оно способствует повышенной хрупкости материала. После остывания титана через некоторое время приваренная деталь отваливается.
Увеличение количества зерна из-за воздействия высоких температур снижает прочность металла. Сто́ит помнить, что титан обладает высокой температурой плавления. При работе с ним необходимо использовать очень мощный концентрированный источник тепла.
При сварке шов должен быть защищён с обеих сторон. Особое внимание уделяют подготовке кромки. Не нужно долго её прогревать. При сварке титановой лопаты необходимо тщательно следить за температурным режимом. Чтобы защитить металл в рабочей области, рекомендуется воспользоваться специальными флюсовыми составами. Металлические накладки также подойдут. Можно применять газовые подушки. Для их создания применяют насадочные камеры.
В процессе исправления дефектов на лопате нужно тщательно соблюдать технику безопасности. Следует работать крайне осторожно.
Необходимые материалы и оборудование для сварки титановой лопаты
Для процесса потребуется:
- Аппарат для сварки. Он должен поддерживать режим TIG. Обязательно наличие на нём горелки.
- Баллон, наполненный защитным газом. Подойдёт гелий, аргон или их смесь.
- Вольфрамовые электроды, которые не плавятся.
- Присадочная проволока.

@tool-land.ru
Подготовка к сварке в домашних условиях
Чтобы подготовить металл к сварочным работам, необходимо провести обработку кромок участков, на которых будет проводиться процесс. Обязательно удаляют металлический слой с повышенным содержанием кислорода и азота. Присутствие этих частиц в рабочей области приведёт к ухудшению свойств образованного шва. Повысится хрупкость металла.
Если заготовки имеют толщину не более 4 мм, можно при сварке обойтись без разделки кромки. В остальных случаях она выполняется с соблюдением угла раскрытия равного 60 градусам.
Также необходимо защитить корень шва и рабочую область с обратной стороны. Даже если обработка не выходит на противоположную сторону. Ведь при взаимодействии титана и газов из окружающего воздуха начинается реакция, как только температура достигнет 300 градусов.
Для защиты шва с обратной стороны применяют подкладки из стали или меди. Их необходимо подогнать плотно. Также можно воспользоваться поддувом аргона, направляемым в специальные канавки или внутрь конструкции.
Если процесс допускается выполнять без защиты внутренней стороны швов, тогда необходимо делать перерывы, чтобы поверхность остыла. Сами швы должны быть короткими, не более 20 мм.
Способ сварки титановой лопаты неплавящимся электродом (метод TIG)
TIG — технология сварки, при которой используется электрод на основе вольфрама под защитой инертных газов. Его стержень считается неплавящимся. Это дуговая ручная сварка — дуга образуется между электродом и деталью, а из горелки поступает защитный газ. Подача присадок выполняется ручным способом. Проводят заточку электрода под углом 45 градусов. Необходимо соблюдать силу тока в пределах 100 ампер.
Изделия, толщиной до 1,5 мм, можно соединить встык без использования присадок. В остальных случаях осуществляют подачу прутка. Присадка должна иметь состав, подходящий для сплава рабочей области. Перед началом процесса её необходимо отжечь в вакууме. Это позволит убрать водород. В условиях герметичности присадка будет хранить свойства максимум 5 дней.
Для выполнения работы потребуется ток постоянной полярности, напряжение которого достигает 15B. Электрод нужно направлять к поверхности под определённым углом — 70–80°. Подача присадки осуществляется перпендикулярно к оси электрода.
На фото ниже показано расположение электрода и присадки при сварке TIG любого изделия из титана.
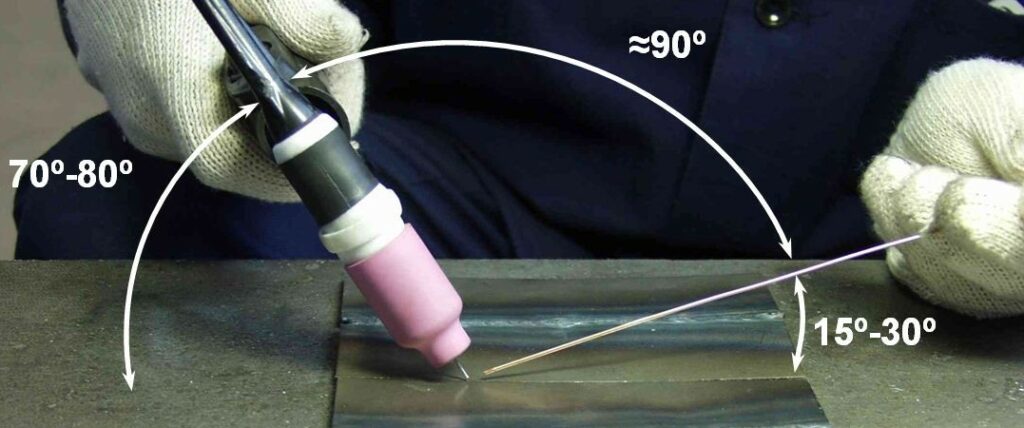
@weldering.com
Формирование шва должно проводиться точными движениями. Пока рабочая область полностью не остынет, рекомендуется обдувать шов аргоном. Процесс нужно выполнять предельно аккуратно.







2 штуки поломал. Это плохие лопаты, не верьте никому. Они как игрушечные. А если грунт совсем легкий, то и копают там вилами.